




¿Cuándo una situación complicada se convierte en una costosa?
Su línea de leche condensada está funcionando, produciendo ese producto perfecto, viscoso y dulce. De repente, una bomba falla. El alto contenido de azúcar hace que el producto se cristalice y se adhiera a las líneas. La limpieza es una pesadilla, el tiempo de inactividad es costoso y el riesgo de pérdida de lotes es alto.
Para cualquier persona responsable de la adquisición de equipos en la industria láctea, esto no es solo una hipótesis, sino un riesgo operativo real. Su bomba de transferencia de leche condensada es una pieza fundamental de la infraestructura. Su rendimiento no solo mueve el producto, sino que también protege su textura distintiva, garantiza una calidad constante y protege su rentabilidad.
Esta guía simplifica la complejidad. Le brindaremos un marco claro y práctico para seleccionar un extractor que satisfaga las necesidades específicas de la leche condensada, ayudándole a tomar una decisión que garantice la confiabilidad y proteja su producto.

1. ¿Por qué la leche condensada es una aplicación tan exigente?
La leche condensada no es simplemente "leche espesa". Su alto contenido de azúcar (normalmente entre un 40 y un 45 %) presenta dificultades específicas que impiden su uso con la mayoría de los extractores de leche convencionales.
Viscosidad extrema y alto Brix:
El intenso espesor exige una bomba capaz de manejar fluidos de alta viscosidad con alta capacidad de succión y flujo estable, sin cavitación.
Cristalización y abrasión del azúcar:
En la leche condensada azucarada, los cristales de azúcar existentes pueden ser abrasivos. La bomba debe manejarlos con cuidado para evitar una mayor descomposición de los cristales (lo que afecta la calidad) y un desgaste excesivo (que afecta los costos de mantenimiento).
El producto se atasca y se atasca:
La naturaleza pegajosa de la leche condensada significa que las cavidades internas de la bomba deben estar diseñadas para barrerse completamente y drenarse automáticamente para evitar la acumulación de producto, lo que constituye un peligro para la higiene.
Sensibilidad al corte:
Si bien es menos sensible al cizallamiento que algunos productos lácteos, el cizallamiento mecánico excesivo de la bomba incorrecta aún puede afectar negativamente la viscosidad y la sensación en boca.
Higiene y CIP:
Los residuos pegajosos son difíciles de limpiar. La bomba debe estar diseñada para procesos de limpieza in situ (CIP) altamente efectivos y eficientes, cumpliendo con los estándares de higiene 3-A.

2. La lista de verificación del comprador: 4 dimensiones críticas para la selección
Dimensión 1: Tecnología de bombas: la base del rendimiento
Para la leche condensada, las bombas de desplazamiento positivo son la única opción fiable. En concreto, las bombas lobulares rotativas sanitarias destacan por:
Diseñado para la viscosidad: Destaca en mover productos espesos de manera eficiente.
Bajo cizallamiento: Suave con el producto, preservando sus propiedades físicas.
Flujo controlado: proporciona una transferencia constante y sin pulsaciones, vital para el llenado y el envasado.
Dimensión 2: Materiales y diseño higiénico: no negociables para la seguridad
La construcción de la bomba es su primera línea de defensa para la seguridad alimentaria.
Piezas húmedas: deben ser de acero inoxidable 316L para todas las superficies de contacto con el producto.
Acabado de la superficie: Un pulido de espejo superior (Ra < 0,8 µm) es crucial para evitar que la leche condensada pegajosa se adhiera a las superficies y para permitir una limpieza perfecta.
Sellos: Deben ser elastómeros que cumplan con la FDA (como EPDM o FKM) adecuados para productos con alto contenido de azúcar y productos químicos CIP.
Certificaciones: Insistir en la Autorización del Símbolo 3-A para garantizar el diseño higiénico.
Dimensión 3: Sistema de sellado: garantía de contención y tiempo de actividad
El sello es el punto de falla más común. Para la leche condensada, que puede cristalizarse y desgastarse, esto es crítico.
Tipo de sello: El sello mecánico sanitario simple es estándar. Para aplicaciones que requieren contención absoluta o presiones más altas, se recomienda un sello mecánico doble.
Dimensión 4: Costo total de propiedad (TCO): la verdadera medida del valor
El precio de etiqueta es solo el comienzo. El costo real está en toda la vida útil de la bomba.
TCO = Precio de compra + Instalación + Consumo de energía + Mantenimiento (piezas y mano de obra) + Costo de tiempo de inactividad.
Una bomba robusta y eficiente puede costar más al principio, pero ahorra miles en consumo reducido de energía, reemplazo de piezas menos frecuente y, lo más importante, evita paradas de producción.
Seleccionar lo correcto leche condensada transferir bomba de lóbulos Es una decisión estratégica que protege la reputación de calidad de su marca. Al centrarse en estas cinco áreas, podrá tomar una decisión segura e informada.
¿Te sientes abrumado? Nos especializamos en ayudar a productores de leche condensada como tú a encontrar la solución de extracción perfecta.
¿Por qué Bonve es tu derecho? fabricante de bombas de lóbulos ¿escoger?
Bonve fabrica sus bombas lobulares sanitarias en estricto cumplimiento de las directrices EHEDG y las normas sanitarias 3-A.
Diseño de productos centrado en la higiene: cómo evitar riesgos de contaminación
- Cámara de bomba optimizada y sin esquinas muertas: la cavidad interna adopta una estructura suave y curva (sin bordes afilados ni orificios ciegos) que permite que los líquidos de limpieza (o vapor) fluyan de manera uniforme durante los procesos CIP (limpieza en el lugar) y SIP (esterilización en el lugar), eliminando así los puntos ocultos donde podrían acumularse bacterias o residuos.
- Soluciones de sellado de grado alimentario: Utilizamos sellos certificados por la FDA. Estos sellos son resistentes a altas temperaturas (aptos para SIP) y a agentes químicos de limpieza, a la vez que evitan fugas de fluido o contaminación cruzada entre las piezas móviles de la bomba y el fluido transferido.
- Estructura de desmontaje rápido: Los componentes clave (como lóbulos, sellos y tapas de bomba) se pueden desmontar sin herramientas especiales. Esto no solo simplifica la inspección y el mantenimiento manuales, sino que también garantiza una limpieza exhaustiva de cada pieza, fundamental para industrias como la de alimentos infantiles o productos farmacéuticos inyectables, donde incluso la contaminación más mínima es inaceptable.

Materiales higiénicos de alta calidad: desde el origen hasta la seguridad
- Los materiales de nuestras bombas se seleccionan cuidadosamente para cumplir con la durabilidad y seguridad de grado higiénico:
- Acero inoxidable 316/316L para piezas húmedas: Todas las piezas que entran en contacto con el fluido transferido (lóbulos, cuerpo de la bomba, puertos de entrada/salida) están hechas de acero inoxidable 316/316L.
- Acabado superficial con una rugosidad Ra ≤ 0,8 μm: La superficie interior de la cámara de la bomba está pulida con una rugosidad Ra ≤ 0,8 μm. Esta superficie ultralisa no solo reduce la fricción del fluido (protegiendo medios sensibles al cizallamiento, como yogur o lodos biológicos), sino que también evita la adherencia de residuos, lo que permite una limpieza más rápida y exhaustiva.
Acerca de BONVE
Fabricante de bombas de lóbulos de máxima calidad desde 2001 | Proveedor de soluciones de bombeo para líquidos de alta viscosidad

- Más de 25 años de experiencia: Tecnología confiable y experiencia desde 2001.
- Control interno de cadena completa: diseño, I+D y producción independientes con calidad trazable.
- Fabricación CNC de alta precisión: garantiza la precisión y consistencia del producto.
- Personalización flexible (OEM/ODM): opciones de MOQ bajo y precios competitivos directos de fábrica.
- Capacidad y entrega eficientes: producción mensual de más de 350 unidades; plazo de entrega de 7 días para bombas estándar.
- Soluciones de sellado profesionales: sistemas de sellado personalizados por expertos, adaptados a los medios y las condiciones, para un funcionamiento seguro y sin fugas.
- Soporte técnico de ciclo completo: Los ingenieros de ventas senior brindan orientación integral desde el diseño hasta la finalización del proyecto.
¿Cuáles son las ventajas críticas de Bomba de lóbulos Bonve ¿Para transferir productos de alta viscosidad?

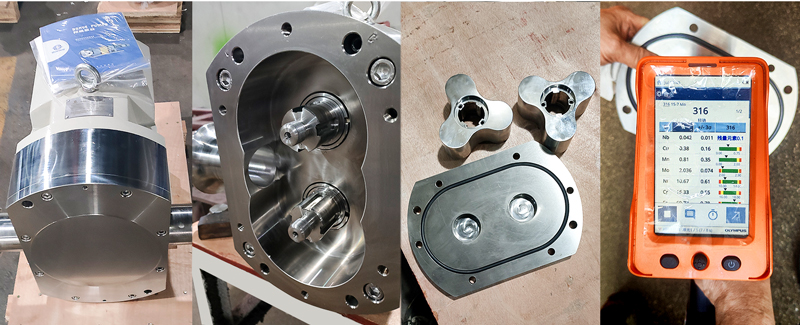
Estructura de cojinetes especiales
La caja de engranajes interna está diseñada con seis estructuras de cojinetes dispuestas por separado (cada eje tiene tres cojinetes), de modo que el eje se esfuerza en tres puntos en uno, y luego se procesa con un equipo de alta precisión, de modo que el rotor y el cuerpo de la bomba no tienen coeficiente de fricción.
Este diseño aumenta en gran medida la concentricidad del funcionamiento de la bomba, mejora la capacidad de soporte del eje y hace que la estructura sea más estable, aumentando así la vida útil del eje, el sello mecánico y la bomba completa.
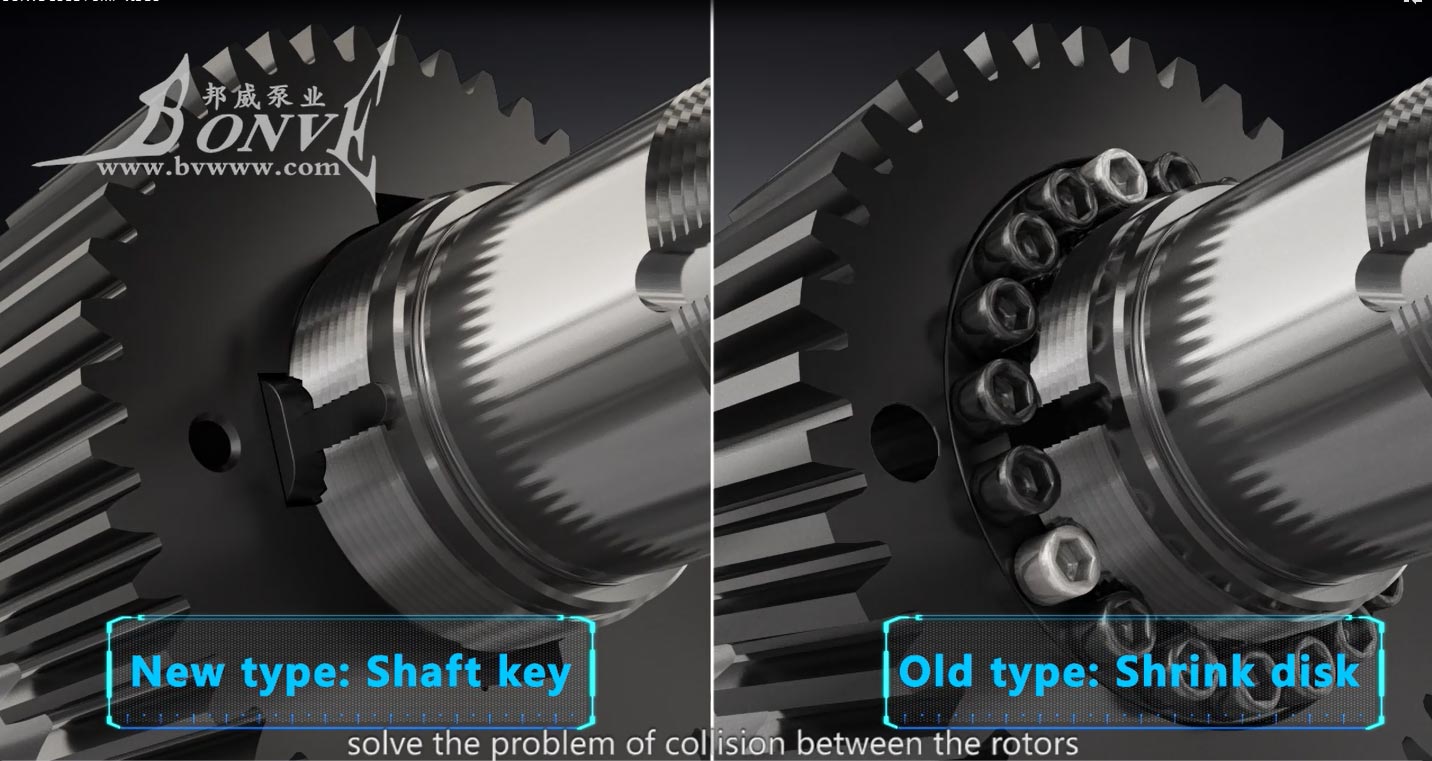
Forma especial de fijación del eje
La combinación de engranaje sincrónico y eje adopta un diseño de estructura clave para reemplazar el disco retráctil, a fin de evitar el fenómeno de deslizamiento del engranaje o colisión del rotor cuando la bomba está bajo alta presión, alta viscosidad y arranque instantáneo.
Más detalles sobre leche condensada bomba de lóbulos , haga clic en la imagen de la bomba a continuación.




