




Más allá del precio: el costo real de elegir una bomba para jugo concentrado
Seamos sinceros. En mi puesto como Gerente de Adquisiciones, el precio suele ser lo primero que veo. Mi trabajo es gestionar los costos. Pero un desastre reciente con una bomba "rentable" que no pudo procesar nuestro puré de mango de 70° Brix, lo que paralizó nuestra línea durante un turno completo, me enseñó una lección brutal.
El costo real de una bomba no es su precio de compra. Es el impacto total en la calidad de mi producto, mi cronograma de producción y mis ganancias netas.
Si busca una bomba de transferencia para jugos concentrados, jarabes o purés, es fundamental considerar más allá del presupuesto inicial. Aquí están las tres áreas innegociables que ahora analizo, basándome en mi experiencia.

1. El asesino silencioso de productos: el esfuerzo cortante
Han invertido mucho en evaporadores y tecnología para concentrar la esencia misma de la fruta. ¿Por qué dejar que una bomba arruine todo ese trabajo?
El problema: Muchas bombas, especialmente las centrífugas de alta velocidad, funcionan como licuadoras. Destruyen la delicada estructura celular de la fruta. Esta acción de "corte" destruye las notas de sabor fresco, opaca el color vibrante y puede causar separación. ¿El resultado? Un producto final con sabor a cocido o procesado, incluso antes de ser pasteurizado.
La pregunta que hago ahora: "¿Puede demostrar el rendimiento de su bomba a bajo cizallamiento? ¿Tiene algún caso práctico que demuestre la conservación del sabor o la estabilidad del nivel de Brix?"
Una bomba que protege su producto no es un gasto; es una póliza de seguro para la reputación de su marca.
2. El laberinto de la higiene: la facilidad de limpieza es clave
El azúcar concentrado es un caldo de cultivo para microbios. Cualquier cavidad, sello o zona muerta oculta en una bomba representa un riesgo de saneamiento y una pesadilla para el control de calidad.
El problema: Las bombas complejas con muchas piezas y tolerancias ajustadas son imposibles de limpiar a fondo. El desmontaje manual para la limpieza requiere mucho trabajo y genera tiempos de inactividad. Si su bomba no soporta un riguroso ciclo de limpieza in situ (CIP), corre el riesgo de contaminación y retrasos en la producción.
La pregunta que hago ahora: "Muéstrenme la trayectoria del fluido. ¿Dónde están los tramos muertos? ¿Cuál es el acabado superficial de Ra (busco < 0,8 µm)? ¿Está certificado según normas sanitarias como la 3-A?"
Un diseño higiénico no se trata sólo de pasar auditorías; se trata de maximizar el tiempo de funcionamiento y garantizar la seguridad del consumidor.
3. El verdadero resultado final: el costo total de propiedad (TCO)
Esa bomba barata puede lucir bien en el informe de compras, pero ¿cuánto le cuesta en dos años?
El problema: Una bomba de baja calidad consume mucha energía debido a la alta viscosidad. Sus sellos se desgastan rápidamente por la abrasión. Las paradas imprevistas por reparaciones y el costo constante de las piezas de repuesto pueden eclipsar el ahorro inicial.
El cálculo que hago ahora: evalúo el costo total de propiedad:
Precio de compra inicial (la parte fácil)
Consumo de energía (¿qué tan eficiente es bajo carga?)
Mantenimiento y repuestos (¿Con qué frecuencia es necesario cambiar los sellos y rotores? ¿Qué tan fácil es realizar el mantenimiento?)
Tiempo de inactividad de la producción (este es un costo gigante, a menudo oculto)
Una bomba un poco más cara que funciona de manera eficiente durante 20.000 horas con un tiempo de inactividad mínimo y una limpieza CIP sencilla es, sin lugar a dudas, la opción más económica.

¿Por qué Bonve es tu derecho? fabricante de bombas de lóbulos ¿escoger?
Bonve fabrica sus bombas lobulares sanitarias en estricto cumplimiento de las directrices EHEDG y las normas sanitarias 3-A.
Diseño de productos centrado en la higiene: cómo evitar riesgos de contaminación
- Cámara de bomba optimizada y sin esquinas muertas: la cavidad interna adopta una estructura suave y curva (sin bordes afilados ni orificios ciegos) que permite que los líquidos de limpieza (o vapor) fluyan de manera uniforme durante los procesos CIP (limpieza en el lugar) y SIP (esterilización en el lugar), eliminando así los puntos ocultos donde podrían acumularse bacterias o residuos.
- Soluciones de sellado de grado alimentario: Utilizamos sellos certificados por la FDA. Estos sellos son resistentes a altas temperaturas (aptos para SIP) y a agentes químicos de limpieza, a la vez que evitan fugas de fluido o contaminación cruzada entre las piezas móviles de la bomba y el fluido transferido.
- Estructura de desmontaje rápido: Los componentes clave (como lóbulos, sellos y tapas de bomba) se pueden desmontar sin herramientas especiales. Esto no solo simplifica la inspección y el mantenimiento manuales, sino que también garantiza una limpieza exhaustiva de cada pieza, fundamental para industrias como la de alimentos infantiles o productos farmacéuticos inyectables, donde incluso la contaminación más mínima es inaceptable.

Materiales higiénicos de alta calidad: desde el origen hasta la seguridad
- Los materiales de nuestras bombas se seleccionan cuidadosamente para cumplir con la durabilidad y seguridad de grado higiénico:
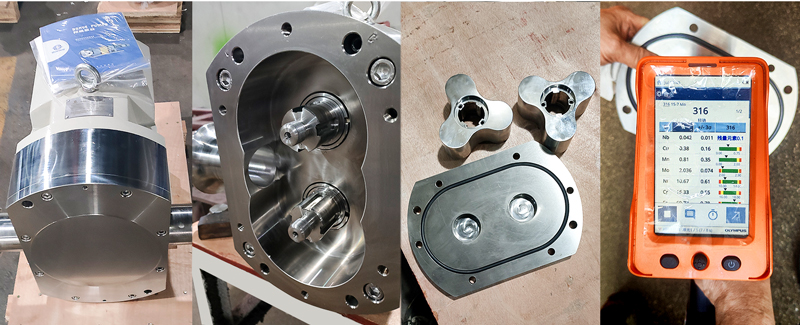
- Acero inoxidable 316/316L para piezas húmedas: Todas las piezas que entran en contacto con el fluido transferido (lóbulos, cuerpo de la bomba, puertos de entrada/salida) están hechas de acero inoxidable 316/316L.
- Acabado superficial con una rugosidad Ra ≤ 0,8 μm: La superficie interior de la cámara de la bomba está pulida con una rugosidad Ra ≤ 0,8 μm. Esta superficie ultralisa no solo reduce la fricción del fluido (protegiendo medios sensibles al cizallamiento, como yogur o lodos biológicos), sino que también evita la adherencia de residuos, lo que permite una limpieza más rápida y exhaustiva.
Acerca de BONVE
Fabricante de bombas de lóbulos de máxima calidad desde 2001 | Proveedor de soluciones de bombeo para líquidos de alta viscosidad

- Más de 25 años de experiencia: Tecnología confiable y experiencia desde 2001.
- Control interno de cadena completa: diseño, I+D y producción independientes con calidad trazable.
- Fabricación CNC de alta precisión: garantiza la precisión y consistencia del producto.
- Personalización flexible (OEM/ODM): opciones de MOQ bajo y precios competitivos directos de fábrica.
- Capacidad y entrega eficientes: producción mensual de más de 350 unidades; plazo de entrega de 7 días para bombas estándar.
- Soluciones de sellado profesionales: sistemas de sellado personalizados por expertos, adaptados a los medios y las condiciones, para un funcionamiento seguro y sin fugas.
- Soporte técnico de ciclo completo: Los ingenieros de ventas senior brindan orientación integral desde el diseño hasta la finalización del proyecto.
¿Cuáles son las ventajas críticas de la bomba de lóbulos Bonve para transferir productos de alta viscosidad?

Estructura de cojinetes especiales
La caja de engranajes interna está diseñada con seis estructuras de cojinetes dispuestas por separado (cada eje tiene tres cojinetes), de modo que el eje se esfuerza en tres puntos en uno, y luego se procesa con un equipo de alta precisión, de modo que el rotor y el cuerpo de la bomba no tienen coeficiente de fricción.
Este diseño aumenta en gran medida la concentricidad del funcionamiento de la bomba, mejora la capacidad de soporte del eje y hace que la estructura sea más estable, aumentando así la vida útil del eje, el sello mecánico y la bomba completa.
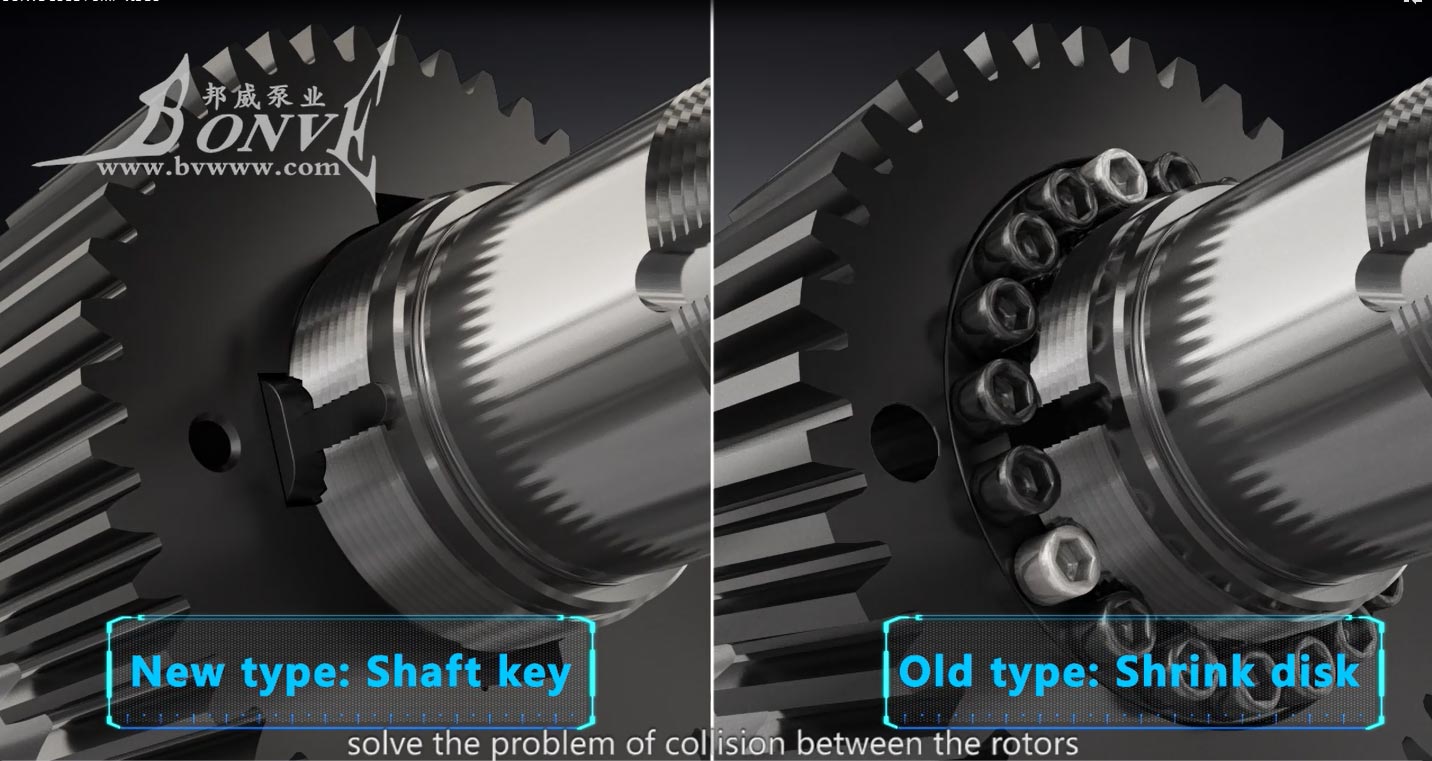
Forma especial de fijación del eje
La combinación de engranaje sincrónico y eje adopta un diseño de estructura clave para reemplazar el disco retráctil, a fin de evitar el fenómeno de deslizamiento del engranaje o colisión del rotor cuando la bomba está bajo alta presión, alta viscosidad y arranque instantáneo.
Más detalles sobre bomba de lóbulos para jugo concentrado , Por favor haga clic en la imagen de la bomba a continuación.




